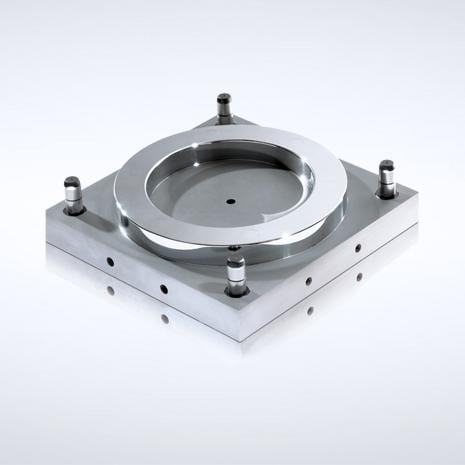
Coating mold components like ejector guide elements, cores, lifts and cavities increases the lifespan of molds while reducing maintenance and running costs.
 Extending the Life and Improving the Performance of Plastic Injection Molds
Extending the Life and Improving the Performance of Plastic Injection Molds
Contributed by | Oerlikon Balzers
It is well known that the molds used to create plastic parts ranging from water bottles to automobile bumpers are the most critical – and expensive – part of the injection molding process. In some cases a single mold can cost hundreds of thousands of dollars, not including the ongoing maintenance and running costs.
However, despite being made of hardened steel, the very process of injecting melted resins at high temperatures and pressure into cavities over many cycles begins to wear away and erode the surface of cavities and moving components. Even the thermoplastic material itself can be abrasive or “sticky,” acting like sandpaper or leaving residue that wears down the surface.
Now, with the increased utilization of even more abrasive material in the form of long glass and composite fibers, the amount of abrasion and friction within molds is increasing. Subsequently, molds are taking even more of a beating.
It is for this reason that injection molders are turning to a variety of coatings to protect their investment and reduce maintenance and running costs. These coatings, applied to mold cavities as well as moving, sliding components within the mold, come in a variety of styles from carbon-based coatings, PVD & PACVD deposition to nitriding techniques that share one overriding goal: hardening the surface of the steel to protect it against all manner of abuse.
“These coatings are applied for the simple fact that steel alone is not hard enough to protect these expensive molds and ensure optimal uptime and productivity,” explains Thomas Vermland, Global Application Manager for Oerlikon Balzers, a company that has been producing specialized PVD coatings for components and tools for more than 30 years.
Reinforced glass fiber products
In the automotive industry, manufacturers are placing greater emphasis on design and weight reduction. Subsequently, automotive designers are increasingly using glass fibers as reinforcements in many parts, including automobile bumpers. As a result, automobile bumpers are constructed using less material than before.
“Inside the mold there is more pressure and higher temperatures being used to inject the plastic by a factor 2-4 times higher than in the past,” explains Vermland.
This inevitably creates more friction (sheering effect) which can cause polymers like polyethylene or a polypropylene to become unstable during crystallization. To compensate, reinforced glass fibers are often utilized as an economical way to create a lighter, stronger part that retains some flexibility.
Initially, when short glass fibers were used this did not create much of a problem because it did not affect the crystallization significantly. The slightly abrasive nature of the glass fibers also had a positive “cleaning” effect by removing residue on internal cavities caused by outgassing.
However, the long glass fibers popular today are more abrasive, resulting in micro cutting within the mold’s cavities and runners due to sharp, jagged edges and a hardness of up to1200 HV. This can create significant issues, particularly along the parting line and any sharp contours within large molds.
For large molds like those used for automobile bumpers and tailgates, a nitriding process can be used to significantly increase the surface hardness of the metal. Nitriding is a heat treating process that involves hydrogen, plasma and electricity that creates a case-hardened diffusion layer on the surface of a metal. Because it is not a coating, it does not affect the overall dimensions of the component.
Vermland says Oerlikon Balzers’ BALINIT PRIMEFORM diffusion treatment increases injection mold surface hardness up to 1400 HV. This makes the molds significantly more robust (including versus long glass fibers) and reduces residue build-up, spalling and edge embrittlement.
“We can take the entire bumper mold and place it in the machine and treat it in one operation,” says Vermland. “With the diffusion treatment process we can take a base steel and harden the first hundred microns of the surface to Rockwell hardness well above 65. The rest of the steel remains unaffected.” This is the replacement for Hard Chrome in any big mold.
Vermland adds that a large steel mold of 65 HRC could not even be manufactured due to its size.
With the surface now harder than that of the glass fibers and any additives, repairs and re-polishing are reduced as much as 80%, according to some customer experiences.
“Now the OEM or Tier manufacturers can run many more shots before they have to stop the machine for cleaning or to perform repairs because the surface is much harder. It also prevents residue build-up caused by out-gassing,” adds Vermland.
BALITHERM® PRIMEFORM treatment
The BALITHERM PRIMEFORM diffusion treatment is also ideal for automotive plastic parts with mirror-polished surfaces, such as those used to produce bumpers headlights, tail lamps, and brake lights or large interior parts with high quality demand like piano black.
The mirror-polished surfaces of plastic injection molds are very sensitive and so require more surface cleaning, and protection. Failing to do so can allow dust and other particles into the mold that influence the quality of the end product.
With its superior polishing properties, BALITHERM PRIMEFORM improves surface brilliance and eliminates the need for mirror re-polishing after cleaning. In this way, heavily stressed areas are rendered wear resistant and are protected against scratching, environmental factors and improper handling.
PVD Coatings for Cavities, Moving Parts
For injection mold cavities, fixed items such as guide pillars and sleeves or for moving and sliding components within the mold, carbon-based, physical vapor deposition (PVD) coatings can be applied to prevent galling and wear.
“When you apply carbon-based coating to these types of components, you can extend service life, enable longer runs between repairs and increase performance,” says Vermland.
Carbon-based coatings such as BALINIT C, BALINIT TRITON or BALINIT DYLYN from Oerlikon Balzers, are thin (approximately 2 – 3 microns) and provide extremely hard layers to the surface of components and cavities.
The most critical advantage of PVD coatings is its ability to increase wear resistance over uncoated steel. In fact, all PVD coatings are harder than the steel onto which they are being applied. This hardness and wear resistance is particularly effective against high-filled glass resins and corrosive gasses, emitted by polymers such as PVC.
Another reason injection molders employ Carbon based coatings is because of its lubricity, which provides sliding wear resistance for slide-type components like ejector pins, subsequently, protecting them against seizure and corrosion.
This lubricity also facilitates the plastic flow, allowing for faster mold filling without the use of internal lubricants and release agents. Because the plastic meets less resistance during injection, less pressure is required. The result is a higher quality end product.
Moreover, by coating sliding parts with carbon-based coatings, the need to apply grease is eliminated. Subsequently, only minimal cleaning is necessary, resulting in a significant reduction in production downtime.
“You cannot eliminate maintenance altogether, but you can lower the frequency that you have to stop and clean,” explains Vermland. “That means you can run for a longer time and when you do have to stop, you don’t have to replace parts because they are still in good condition due to the very hard coating.”
For optimal results, Vermland suggests any customers decide on the coatings for a specific application before choosing the type of steel. Customers often base coating choices on the steel and heat treatment when it should be the other way around.
“The proper coating should be determined while designing the mold,” says Vermland. “Once this is done, the ideal coating can be applied in the suitable areas to improve the performance, extend the mold’s life and, subsequently, reduce maintenance, downtime and cost of ownership.”
The content & opinions in this article are the author’s and do not necessarily represent the views of ManufacturingTomorrow
Featured Product