This piece delves into Vision AI's pivotal role in reshaping safety paradigms in manufacturing. But before we dive in, let's first decode the workings of Vision AI.
 Enhancing Safety Standards in Manufacturing Environments with Vision AI
Enhancing Safety Standards in Manufacturing Environments with Vision AI
Harsh Murari, CTO and Co-Founder | Visionify.ai
The landscape of the manufacturing sector is in a continuous flux of change and progress. The quest for amplified safety, elevated productivity, and pinpoint precision is ever-persistent. At this juncture, Vision AI has made its mark, transforming numerous dimensions of the manufacturing sector – from enhanced output and streamlined processes to innovative automation.
Nevertheless, Vision AI truly shines in the realm of Workplace Safety. Beyond fine-tuning operations and amplifying precision, it's been a game-changer in setting new safety benchmarks and uplifting the safety protocols. This piece delves into Vision AI's pivotal role in reshaping safety paradigms in manufacturing. But before we dive in, let's first decode the workings of Vision AI.
Deciphering Vision AI: The Underlying Processes
Vision AI operates on meticulously trained Computer Vision algorithms. These algorithms, especially those centered on object identification, are trained to discern specific objects within a frame, distinguishing them from their surroundings. AI models undergo rigorous training using thousands of images captured under varied conditions, ensuring their impeccable accuracy. Post-training, these models are employed to sift through video feed frames for object detection and subsequent analysis.
.jpg)
Identifying Risks and Curbing Incidents
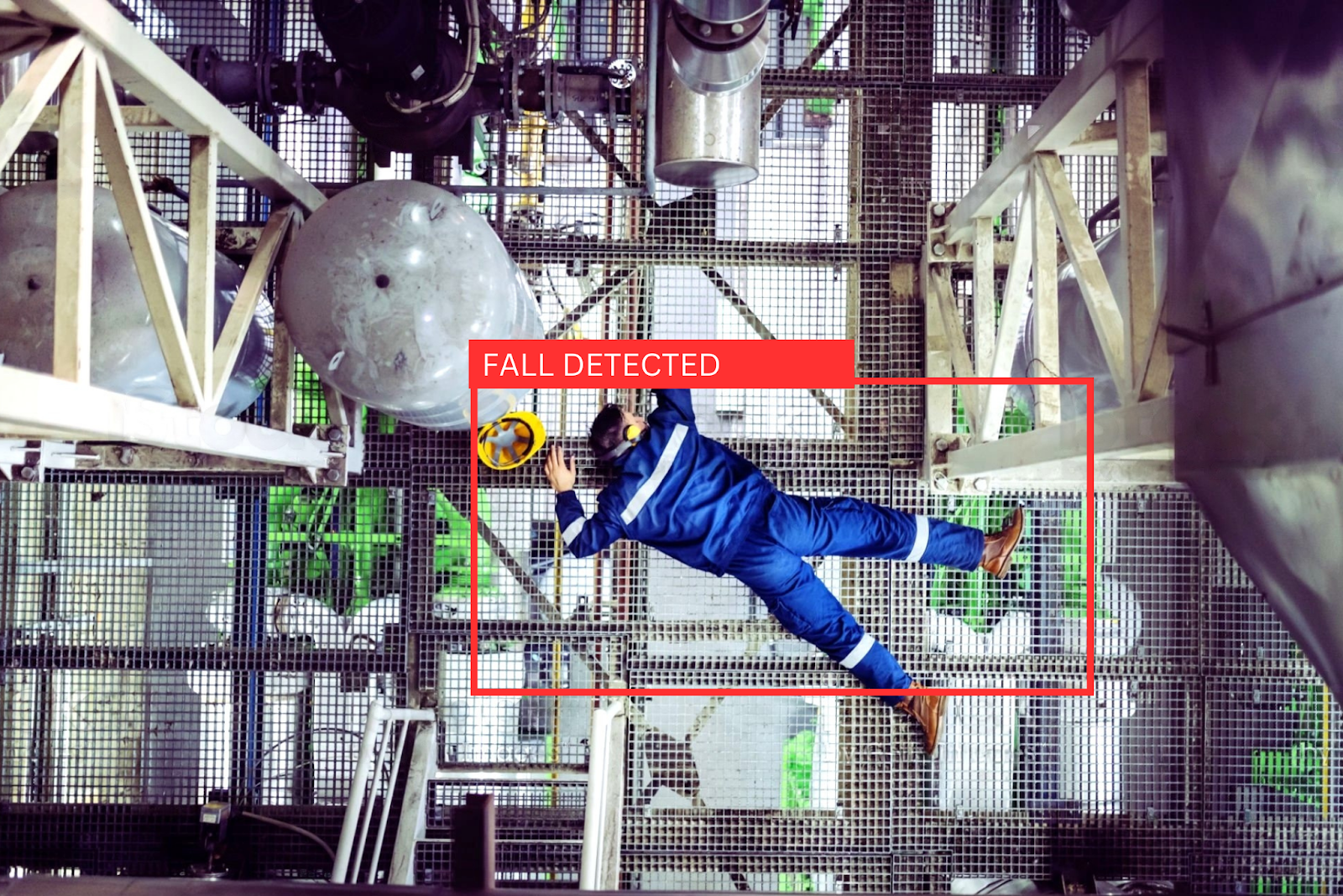
The realm of risk identification and preventive action is another domain where Vision AI is invaluable. The ability to detect accidents like falls, early signs of hazardous liquid spills or volatile gas leaks ensures timely alerts, mitigating potential mishaps. Vision AI also excels in the early detection of combustion indicators like smoke, facilitating timely intervention. Moreover, it's adept at pinpointing electrical anomalies and potential chemical threats, safeguarding both human resources and infrastructure.
Upholding Employee Health and Safety
The well-being of staff members is vital. Vision AI assists in monitoring mandatory safety gear
like helmets and other Personal Protective Equipment (PPE), which is crucial in averting injuries. It's also adept at rapidly identifying events such as falls or other workplace incidents, ensuring timely aid. Vision AI's advanced features encompass real-time health monitoring, tracking parameters like body temperature, levels of exhaustion, and even ergonomics like ensuring correct postures during physically strenuous tasks.
Setting the Bar for Safety Standards
With Vision AI at the helm, there's unprecedented accuracy in real-time monitoring of various environmental parameters such as air purity, radiation indices, water purity, particulate matter concentration, variations in pressure, noise decibels, ambient humidity, and thermal conditions. This vigilant surveillance ensures immediate corrective steps when predefined safety limits are surpassed. By employing such AI-centric systems, we pave the way for optimal operational conditions, safeguarding personnel, machinery, and finished products.
Promoting Adherence to Safety and Security Norms
From monitoring permitted entry and tracking unusual activities to ensuring safety compliance by observing personnel movement and crowd limits, Vision AI stands as an invaluable ally. Beyond security, it enforces health guidelines, ensuring adherence to cleanliness and hygiene norms. This includes monitoring hand sanitation practices and verifying the correct usage of protective gear, ensuring the purity of products.
The Outcome?
Employing Vision AI not only minimizes expenditure and energy usage but also optimizes human resource allocation and enhances precision. The upshot of integrating AI is a tangible surge in revenue and unparalleled product quality. By harnessing Vision AI, manufacturers are laying the foundation for secure operational spaces.
Is Integration of Vision AI a hassle?
In today's digital age, the integration of advanced technologies like Vision AI into existing systems shouldn't be a herculean task. Vision AI models are designed to be adaptable and versatile. Unlike previous technological advancements that required an overhaul of infrastructure, integrating Vision AI can be as straightforward as updating software.
Existing camera systems, which are commonplace in manufacturing facilities, can serve as the foundation. Upon this, the Vision AI layer can be added, enabling a factory floor to transition into a smarter, more vigilant workspace. The beauty lies in the simplicity and adaptability of the technology, allowing manufacturing units to evolve without disrupting their core operations. It's less about upending the current and more about enhancing and fortifying it for a safer, more efficient future.
About Harsh Murari
Harsh Murari is the CTO and Co-Founder at Visionify.ai - a company that develops end-to-end Computer Vision solutions for workplace safety and compliance. With a passion for technology and entrepreneurship, Harsh has been instrumental in developing Visionify's innovative solutions.
The content & opinions in this article are the author’s and do not necessarily represent the views of ManufacturingTomorrow
Comments (0)
This post does not have any comments. Be the first to leave a comment below.
Featured Product

