In applications where overall tolerances are measured in microns, there are various ways that micro molders mitigate the risks associated with each step of the design-to-manufacturing cycle.
 Risk Mitigation in Micro Molding
Risk Mitigation in Micro Molding
Roger Hargens | Accumold
"Every part of the product development process when manufacturing micro plastic parts and components can have a disproportionate effect on the ultimate accuracy of finished parts. In applications where overall tolerances are measured in microns, there are various ways that micro molders mitigate the risks associated with each step of the design-to-manufacturing cycle."
Roger Hargens, CEO/President, Accumold
There are many phases in a product development process for micro plastic parts and components. It takes a coordinated team of experts in design, materials, tooling, molding, validation, and assembly to successfully manufacture customer parts at volume.
When working in a micro manufacturing environment when tolerances are measured in microns, it is critical that all involved in the product development process maintain an obsessive focus on mitigating the risk of non-adherence to these tight tolerances, and this article discusses the best practice that needs to be adhered to ensure success.
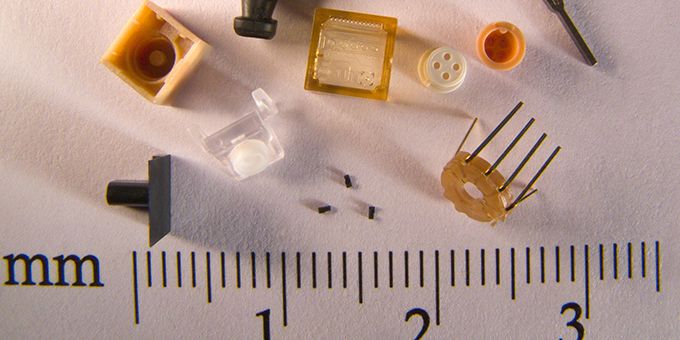
Micro molded parts are typically less than a gram in weight and can be as light as less than 0.001 grams with tolerances as low a 2 microns. For manufacturers unused to such levels of accuracy, and more attuned to the injection molding process on a macro scale, the thought of mass manufacturing parts with such dimensions and tolerances may seem all but impossible, but micro molders do this daily, and often require zero failure rates for parts and components used in safety critical applications.
Attention to detail and attention to process is everything, as not only do micro molders need to make tiny parts with tiny features repeatably and attaining micron tolerances, but they need to do this in a cost-effective and timely fashion. So saying, what needs to be avoided at all costs is having to go back to the drawing board with designs, having to review and change manufacturing processes, and having to recut already extremely expensive and time-consuming to make micro tools. The headline over every activity is “get it right first time.”
The key is to ensure that areas where most “variation” in accuracy can occur are managed with absolute focus. Many will argue as to which aspects of the product development process are the most important from this perspective, but there is near consensus that tooling (both design and fabrication) is central to success in any micro molding application.
MICRO TOOL DESIGN & FABRICATION
Experience is the driving force behind success in micro tooling, and success in achieving exacting tolerances really demands that this aspect of the product development process resides in-house, along with all other vital aspects such as design, molding, metrology, and assembly. Vertical integration and the ultimate control of the micro molding process is of paramount importance, it being inefficient in terms of time, cost, and control to outsource any aspect of the design-manufacturing cycle.
Without a good micro tool, you will not be able to make millions of end-use products repeatably and with the micron features required. Also, as a contributor to the low-micron tolerance levels within which parts must be manufactured, a poorly fabricated micro tool could eat up all your slack in one hit. So it is important that at the tooling end, the technology for fabrication exists that means you are well within the overall tolerance levels, so that there is some wriggle room as the product development process progresses.
Micro molders will need to have at their fingertips an array of technologies that will enhance the accuracy of a micro tool, often needing to employ wire EDM and extremely accurate milling machines. But optimizing the tool begins before fabrication, and success is achieved by a micro molder ensuring that tool design and fabrication engineers work together to ensure successful outcomes where the watch words are “ultra-precision” and once again, right first time.
MICRO MOLDING
Once in possession of an accurate and durable micro tool, the focus necessarily moves towards the actual molding process itself. Of course, a good micro molder at this stage would have already had a direct influence on the design of the micro part or component to ensure its manufacturability, and would also have advised on the best material for the specific application. But when it comes to the achievement of tolerances, the molding stage itself is another area where the inexperienced can come unstuck.
Many people say that molding on the macro level is a science, and molding on the micro level is an “art” and a science. This is absolutely true, and again plays to the fact that success can only be achieved when a micro molder has the experience and aptitude to think out of the box and be creative in any given micro molding scenario.
What does this actually mean? Well, the vagaries of molding at the micro level mean that it is not as simple as just pressing a series of pre-programmed buttons and sitting back and relaxing. What you can do at the micro scale is not just what you do at the macro scale but smaller. When micro molding, and when being constantly pushed to manufacture tinier and tinier parts with more and more exacting features, the “art” comes from tinkering with the molding machines that you have at your disposal, making your own technology solutions, and also a degree of educated and intelligent trial and error when it comes to the variables in the process.
These variables are numerous, but include such things as residence time, injection pressure, mold temperature, etc… An experienced micro molder will manually dial in such variables to optimise the molding process for the specific material and geometric complexity of any given application, and by so doing will be able to keep a lid on tolerance slippage.
Quite obviously, once again, this part of the process also exemplifies the key role of micro tooling in the tolerance attainment equation. Whatever adjustments and fine tuning a micro molder will make to optimise outcomes from the micro molding process per se, ultimately the end result is that high pressure molten plastic will be injected into a tiny cavity, often containing extremely fragile core pins that can obviously deflect or break. The tooling must be able to stand up to this, or all the expertise from the micro molder will be lost.
METROLOGY & VALIDATION
Then we come to the “necessary evil” as many see it, the metrology step that is hugely significant in a micro molding scenario, and actually is elevated to an enabling technology in most micro manufacturing processes.
Metrology has a key role to play in any micro molding product development process, and it is vital to use measuring technologies that are able to validate end-use products with feature sizes that are always extremely tiny. Without being able to do so, it is impossible to show that a product conforms to design intent and is therefore fit for purpose.
The old adage, “if you cannot measure it you cannot make it” has a logical flip side. If you have the sophisticated tools to hand that can measure feature sizes previously impossible to measure, it means that metrology tools can pave the way for you to manufacture parts and components previously impossible to validate. So saying, micro molders need to be equipped with state-of-the-art metrology tools and adhere to strict measurement protocols.
However, as with any measuring tool, there will always be an inherent variation in the measurement system used. In a micro molding scenario, it is hugely important to establish confidence in the accuracy and reliability of the chosen measurement system(s). While other sources of measurement variation exist, the two key sources are equipment variation (repeatability) and appraiser variation (reproducibility). Reducing repeatability and reproducibility (R&R) variation to the lowest amount possible, gives us confidence in detecting variation in the product being manufactured.
Evaluation of the measurement system in terms of Gage R&R should be an important element of any continuous improvement activity, especially with micro molding applications where any variation in the repeatability and reproducibility of the measurement could crucially eat into the low margins for error in terms of tolerance attainment. The evaluation builds trust in the instruments, operators, and processes. An understanding of measurement system variation helps provide a full understanding of the manufacturing process so that it is easier to predict its future performance and ultimately deliver a more consistent product to the customer.
In this way, successful micro molding companies use the best metrology tools available, and are continuously focused in improved R&R.
SUMMARY
In essence, a successful micro molding project requires control at every stage in product development. While this article has focussed on the three key areas where tolerances need to be managed tightly, there are numerous other factors that require attention such as material variations that can lead to differential results when molded, and environmental issues such as humidity and temperature that can alter the dimensional characteristics of end-use parts. All considerations, however, lead to the same conclusion. Success requires that a micro molder is vastly experienced and vertically integrated.
Roger Hargens has been involved with Accumold from its beginnings in 1985, and from 2000 has been the company’s CEO and President. The company under Roger’s stewardship has grown to a 130,000 square foot fortified facility designed for assurance of supply, employs over 350 staff, and is a net exporter shipping all over the world every day from its Ankeny, IA, USA facility which runs 24 hours a day, 7 days a week.
The content & opinions in this article are the author’s and do not necessarily represent the views of ManufacturingTomorrow
Comments (0)
This post does not have any comments. Be the first to leave a comment below.
Featured Product

